廂式壓濾機
2017-05-26 | 來自: 濰坊宇航環保設備有限公司 | 瀏覽次數:0
廂式壓濾機
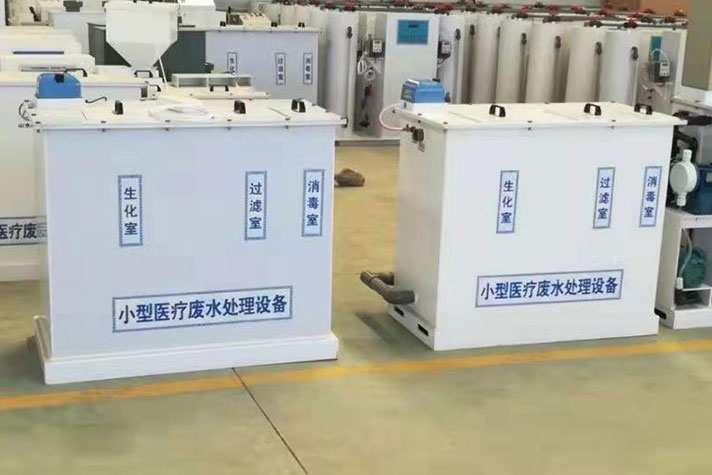
廂式壓濾機工作原理板框式的濾室有一塊平板濾板和一塊中空的濾框組成,濾布固定在板框上的,這是早期主要壓濾機形式,廂式壓濾機的主要優點是更換濾布方便,缺點是效率低、過濾效果不好、濾板容易壞;廂式壓濾機的濾室是由相鄰兩塊凹陷的濾板構成。
工作原理:廂式壓濾機工作原理是由濾板排列組成濾室(濾板兩側凹進,每兩塊濾板組合成一廂形濾室)。
濾板的表面有麻點和凸臺,用以支撐濾布。濾板的中心和邊角上有通孔,組裝后構成完整的通道,能通入懸浮液、洗滌水和引出濾液。濾板兩側各有把手支托在橫梁上,由壓緊裝置壓緊濾板。濾板之間的濾布起密封作用。
在輸料泵的壓力作用下, 將需要過濾的物料液體送進各濾室,通過過濾介質(根據不同行業選擇合適的濾布),將固體和液體分離。在濾布上形成濾渣,直至充滿濾室形成濾餅。濾液穿過濾布并沿濾板溝槽流至下方出液孔通道,集中排出。過濾完畢,可通入清洗滌水洗滌濾渣。洗滌后,有時還通入壓縮空氣,除去剩余的洗滌液。過濾結束后打開壓濾機卸除濾餅(濾餅儲存在于相鄰兩個濾板間),清洗濾布,重新壓緊板濾開始下一工作循環。
濾布固定在板框上的,這是早期主要壓濾機形式,廂式壓濾機的主要優點是更換濾布方便,缺點是效率低、過濾效果不好、濾板容易壞;廂式壓濾機的濾室是由相鄰兩塊凹陷的濾板構成的,濾布固定在每塊濾板上,廂式壓濾機的主要優點是效率較高、效果較好、濾板也相對耐用(相同條件下),不過自動化程度都較高,清洗濾布也有自動裝置,一般更換濾布的次數也不會頻繁。
影響因素
Ø 入料壓力
在實際生產過程中,過濾壓力一般是由入料泵提供的(現場也有極小的比例采用泵和空壓機聯合給料,在此暫不作探討),所以,影響過濾速度極為重要的因素就是入料泵的給料壓力。給料壓力直接影響著壓濾機的工況,而壓濾機的分離效果也與之有很大的關系。實際使用中發現,在壓濾脫水過程中,通過流體靜壓縮小濾餅的孔隙率,可排出大部分水分,但僅僅靠提高流體靜壓力,脫水效果并不理想。分析其原因可能在于:隨著壓力的增大,濾餅孔隙率逐漸減小,濾餅孔隙的飽和度逐漸降低,但是,當濾餅的飽和度接近剩余飽和度時,濾餅水分基本不再降低。通過分析濾餅的顯微結構可知,此時顆粒成拱橋結構,這種結構包含的水分不但很難用常規入料泵所提供的流體靜壓力排出,而且會造成設備磨損和故障。
Ø 入料灰分
入料礦漿灰分的高低,一般是由原煤夾帶的泥質頁巖等粘土類礦物質在洗選過程中泥化形成的細泥含量決定的,同樣,礦漿中細泥的含量大小也決定了入料礦漿的粘度,進而對過濾速度造成影響。但是,這類因素在現場生產中幾乎是不可控的。
Ø 入料礦漿的粒度組成
入料礦漿的粒度組成對過濾速度的影響主要取決于其中的細粒級物料含量,其含量越高,物料比表面積(S0)越大,過濾速度也就越低。在實際生產中,樣品分析結果表明: -0.1074mm粒級的物料含量對過濾速度影響尤其明顯,而粗粒級含量雖然有利于過濾速度的提高,但從以往的實踐經驗看,只有當壓濾入料中0.1125~0.1074mm級物料占80%左右時,壓濾機成餅較為理想;而在出現跑粗現象時,即入料礦漿中>0.15mm粒級物料含量較高時,壓濾機往往會出現跑料、成餅差、卸料難等現象,而且也會對濾布造成部分損壞。
Ø 入料礦漿濃度
入料礦漿濃度對過濾速度的影響在理論上是容易理解的,尤其是在入料階段,礦漿濃度高,其中的固體顆物含量就高,相比于較低的礦漿濃度,濾餅形成速度加快。當入料濃度低時,細小顆粒極易直接進入濾布孔眼中,穿過、堵塞或覆蓋在上面,使過濾介質孔眼很快被堵塞。隨著料漿濃度的提高,將會有更多的顆粒接近或到達過濾介質的孔眼,由于相互干擾,絕大部分顆粒不能進入孔眼而在其上成拱架橋,使濾孔可在較長時間內不被嚴重堵塞。隨著壓濾過程的進行,在過濾介質表面形成的濾餅沿入料方向由外向內平均粒度逐漸增大,濾餅阻力逐漸減小,使濾餅內側(靠近濾布側)的脫水受到影響,這種效應隨著入料濃度的減小逐漸增強。所以,入料濃度越低,濾餅水分越高,可見料漿濃度對濾餅水分的影響也十分明顯。
制造標準
產品制造、安裝、檢驗標準
JB/T4333.2-05《廂式壓濾機和板框壓濾機技術條件》
JB/T4333.1-05《廂式壓濾機和板框壓濾機型式和基本參數》
JB/T4333.3-05《廂式壓濾機和板框式壓濾機 濾板》
JB/T4333.4-05《廂式壓濾機和板框式壓濾機 隔膜濾板》
JB/T6046-92《碳鋼 低合金鋼焊接構件 焊接后熱處理方法》
GB3766-83《液壓系統流通用技術條件》
GB7935-87《液壓組件通用技術條件》
GB10896-84《板框壓濾機和廂式壓濾機試驗方法》
GB4046-83《電氣設備安全設計導則》
GB10894-89《分離機械產品噪聲功率的測定》
GB8196-87《機械設備防護罩安全要求》
JB/T7217《分離設備涂裝通用技術條件》
GB/T1047-95《管道組建的公稱直徑》
GB/T13306-1991《標牌》
JB/T6418-92《分離機械 清潔度測定方法》
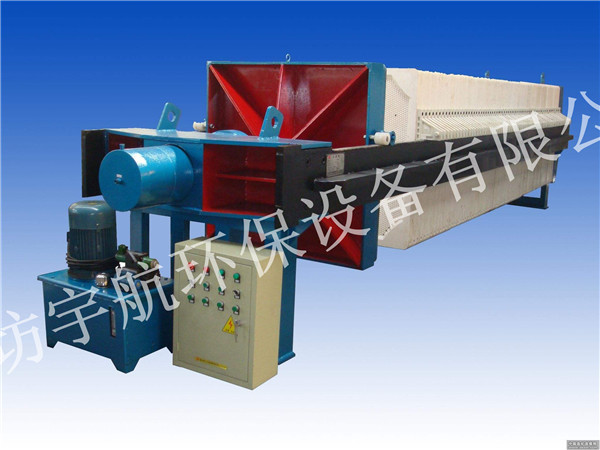
組成部分
Ø 機架部分
機架部分是機器的主體,用以支撐過濾機構,連接其它部件。它主要由止推板、壓緊板、油缸體和主梁等部件組成。機器工作時,油缸體內的活塞推動壓緊板,將位于壓緊板與止推板之間的濾板、隔膜板、濾布壓緊,以保證帶有壓力的料漿在濾室內進行加壓過濾。
Ø 過濾部分
1.過濾部分是由按一定次序排列在主梁上的濾板、夾在濾板之間的濾布、隔膜濾板組成,濾板、濾布與隔膜濾板的相間排列,形成了若干個獨立的過濾單元──濾室過濾開始時,料漿在進料泵的推動下,經止推板上的進料口進入各濾室內,并借進料泵產生的壓力進行過濾。由于濾布的作用,使固體留在濾室內形成濾餅,濾液由水嘴 (明流)或出液閥(暗流)排出(水嘴規格見附表一)。若需洗滌濾餅,可由止推板上的洗滌口通入洗滌水,對濾餅進行洗滌;若需要較低含水率的濾餅,同樣可從洗滌口通入壓縮空氣,穿過濾餅層,以帶走濾餅中的部分水分(適用于Uk機型)。若從進氣口通入壓縮空氣或高壓液體,鼓動隔膜,對濾餅進行壓榨,可進一步降低濾餅的含水率
2.在壓濾機使用過程中,濾布起著關鍵的作用,其性能的好壞,選型的正確與否直接影響著過濾效果。所使用的濾布中,最常見的是由合成纖維紡織而成,根據其材質的不同可分為滌綸、維綸、丙綸、錦綸等幾種。
3.除此之外,常用的過濾介質還包括棉紡布、無紡布、篩網、濾紙及微孔膜等,根據實際過濾要求而定。
Ø 拉板部分
1> 自動拉板部分
自動拉板部分由液壓馬達、機械手、傳動機構和暫停裝置等組成。液壓馬達帶動傳動鏈條從而帶動機械手運動,將隔膜板、濾板逐一拉開。機械手的自動換向是靠時間繼電器(KT1、KT2)設定的時間(2-3秒)來控制的。暫停裝置可隨時控制拉板過程中的停、進動作,以保證拉板機構拉板卸料的順利實現。
2> 手動拉板部分
采用人工手動依次拉板卸料。
Ø 液壓部分
液壓部分是驅動壓緊板壓緊或松開濾板的動力裝置,配置了柱塞泵及各種控制閥(詳見圖五:液壓系統圖)。壓緊濾板時,按下“壓緊”按鈕,電機啟動,活塞桿前移,壓緊濾板;當油壓上升到電接點壓力表的上限值時,電接點壓力表上限接通而停泵;此時,壓濾機即進入自動保壓狀態;當油壓降至電接點壓力表調定的下限值時,柱塞泵重新啟動以保證過濾所需工作壓力;回程時,按下“回程”按鈕,電機啟動,活塞桿帶動壓緊板回程,濾板松開;按下“拉板”按鈕,機械手自動往復拉板,當拉完最后一塊板時,裝在止推板主梁上的行程開關被觸動,機械手自動回程,當機械手回至起始位置時,觸動行程開關而自動停止。
Ø 電控部分
電控部分是整個系統的控制中心。具體原理請參看廠家提供的電氣系統圖。
優點
該機型的主要優點是進料時損耗少,過濾速度快,耐高溫及高壓,密封性能好,濾餅洗滌均勻,含水率低,且各濾室壓力均勻不易壞板,基本適用于所有的固液分離行業。